 Inquiries & Help
Inquiries & Help

























ASCO: Mr Schwinn, can you explain how the ASCO CO2 recovery system RRSi works?
Schwinn: In any "normal" dry ice production without recovery, the conversion rate of LCO2 (= "liquid CO2") into dry ice is only about 40 - 45 percent for physical reasons. This is due to the production process. I.e. 55 - 60 % of the CO2 is lost to the atmosphere. With an ASCO CO2 recovery system (RRSi), most of the lost CO2 is captured and returned to the CO2 tank to make it usable again. This ultimately leads to a conversion rate of 90 - 95 % for the customer. The ASCO RRSi basically consists of 4 main components:
1. The CO2 buffer balloon: stores the recovered CO2 (gaseous) from dry ice production at a slightly increased ambient pressure.
2. The CO2 compressor: The recovered CO2 (gaseous) is compressed to approx. 18-20 bar.
3. The CO2 liquefier: Liquefies the compressed CO2 gas by means of a refrigeration cycle. The reliquefied CO2 is then returned to the storage tank for liquid CO2 to be used again in dry ice production.
4. The control system: The central control system automatically controls the entire process.
In general, nothing has changed in the function and process of our new ASCO RRSi systems. But we were able to achieve an increase in value through more efficient drives and future-oriented R449A refrigerant for the refrigeration compressor. This means approx. 10% energy savings for the refrigeration processor compared to the past.
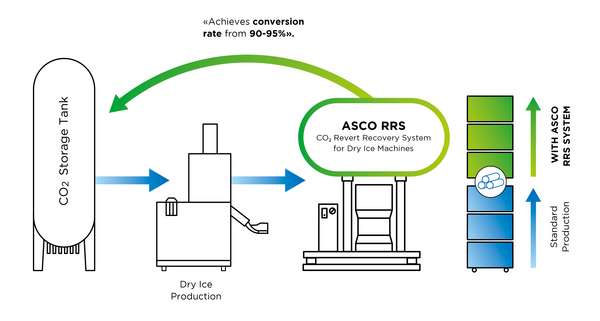
Fig.1: CO2 recovery process in dry ice production.
ASCO: What are the differences between the ASCO RRSi and comparable systems?
Schwinn: First of all, I would like to mention the advantages of CO2 recovery in general. For me personally, these are the minimised CO2 footprint, since the RRSi converts the LCO2 used almost completely into dry ice and the required LCO2 input can be more than halved, roughly speaking. Of course, this also has a major effect on profitability, as it increases the return on investment. The production costs are reduced substantially as a result. From my point of view, further advantages are that we can maintain the CO2 quality and return it directly to the storage tank and our "system openness" - the RRSi is also suitable for dry ice pelletizers from other manufacturers.
We are particularly distinguished by the conversion rate from LCO2 to dry ice that we achieve with the ASCO RRSi. With a factor of 1:1.1 (for 100kg of dry ice, 110kg of LCO2 are needed), it is one of the highest on the market. Furthermore, I have already mentioned that we recycle the recovered CO2 directly into the tank, thus maintaining food-grade (provided the original quality of the CO2 was food-grade). The standard equipment includes remote monitoring and diagnosis, which should certainly be mentioned. And last but not least, of course, the "experience" factor; the ASCO recovery system has been on the market since 1997 and has already been installed at 46 different locations.
Download: Overview advantages of ASCO CO2-Recovery RRSi.
ASCO: How do you view the latest developments in the CO2 market? What do you advise your customers?
Sammali: In recent months, energy and raw material costs have risen sharply and CO2 prices have not been spared. One of the long-term causes of rising CO2 prices is the expected changes in ammonia production. The production of ammonia produces CO2 as a waste product. Today, this represents the largest part of the CO2 needed worldwide for various industries. But thanks to the Harber-Bosch process, ammonia will in the future be produced in a largely climate-neutral way. This supports the worldwide effort to reduce CO2 emissions. But this means that there will be less CO2 worldwide in the future. Or else, other (more expensive) sources will be needed. The recovery plant helps to cushion supply bottlenecks and promises less dependence on suppliers. With rising CO2 prices, a recovery plant makes sense. Of course, we are happy to offer interested parties an individual ROI (return-on-investment) calculation.
ASCO: How do you think the relevance of CO2 recovery will develop in the future?
Sammali: Although the amount of CO2 will steadily decrease in the future, the demand for dry ice and CO2 will remain high or even increase. This is partly due to the increased popularity as a cooling medium during the Covid19 pandemic, when it was needed to ship vaccines around the world. The recovery plant cuts the price of dry ice production in half. This means that customers can produce dry ice more economically, which will become more important in the future! In addition, from an ecological point of view, LCO2 consumption is reduced and CO2 emissions caused by transportation are lowered, as truck journeys can be minimised.


Mr. Christian Schwinn Mr. Roberto Sammali
Chief Technology Officer Head of Sales Dry Ice Systems